15.5.8.1 ข้อดีของการทำความแข็งแบบเหนี่ยวนำ
การทำความแข็งแบบเหนี่ยวนำ มีข้อดีมากมาย มากกว่ากระบวนการเคลือบผิวแข็งแบบอื่น ๆ ทั้งหมด วิธีนี้ให้ประสิทธิภาพมากที่สุด ชิ้นงานไม่ต้องการทำความร้อนมาก่อน และกระบวนการเหนี่ยวนำสามารถสร้างความร้อนได้ภายใน 5 วินาทีหรือน้อยกว่านั้น จึงทำให้ต้นทุนต่อหน่วยค่อนข้างต่ำ
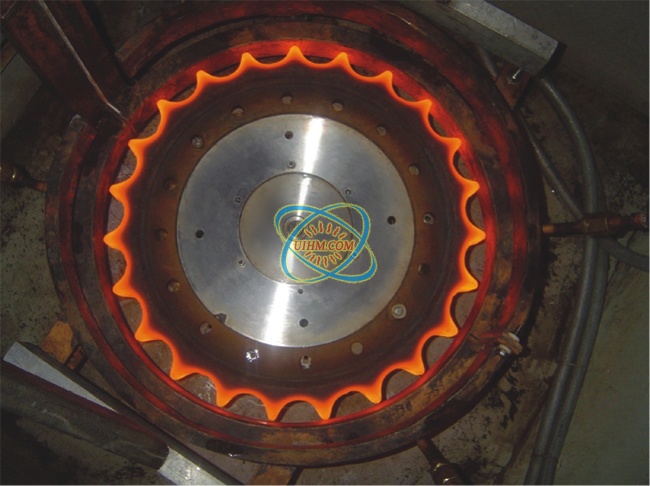
รูปเฟืองโซ่จากวิธีการชุบผิวแข็ง
แนะนำเพื่อให้อ่านได้ต่อเนื่องให้ คลิกขวาเลือก Open link in new window
เหมาะกับชิ้นงานที่มีรูปร่างแปลก ๆ สามารถนำมาทำด้วยการทำความแข็งแบบเหนี่ยวนำได้ กระแสไฟฟ้าที่ผิวสามารถแทรกซึมเข้าไปในรอยแตก และรูได้ อีกทั้งยังซึมลึกเข้าไปเนื้อรอยแตกได้อีกด้วย
ความหนาที่ชิ้นงาน ก็สามารถควบคุมได้แม่นยำมากกว่ากระบวนการอื่น โดยความซึมลึกสามารถควบคุมโดยการปรับความถี่, ปรับกระแส และเวลาของขดลวดที่สัมผัสกับชิ้นงาน การให้ความถี่สูง จากการป้อนกระแสไฟฟ้าที่มาก มักมีผลต่อพื้นผิวภายนอกเท่านั้น
การทำความแข็งแบบเหนี่ยวนำ ปกติทั่วไป นำมาใช้กับงานบาง แต่ในงานที่หนาก็สามารถสร้างการซึมลึกได้ถึง 3.2 มิลลิเมตร(1/8²) การปล่อยกระแสไฟฟ้าสัมผัสกับผิวงานที่ยาวนาน และป้อนที่ความถี่ต่ำกว่าได้
รูปการชุบผิวแข็งเฟืองโซ่
การทำความแข็งแบบเหนี่ยวนำ ไม่ค่อยทำให้ชิ้นงานเปลี่ยนสภาพไปจากเดิม เช่น เกิดการบิดตัว, ออกซิเดชัน และขนาดลด เนื่องมาจากการให้ความร้อนใช้เวลาทำงานที่สั้น และสามารถให้เฉพาะบริเวณที่ต้องการความร้อนเท่านั้น
กระบวนการนี้ สามารถสร้างความแม่นยำได้สูง แม้แต่จะให้ผู้ปฏิบัติงานที่ไม่เชี่ยวชาญในการควบคุมเครื่องมาทำงานก็ตาม แต่กระนั้นก็ดี การติดตั้งสถานที่ติดตั้ง ยังต้องใช้ผู้มีประสบการณ์มาก และมีความรู้ทางด้านเทคนิคเป็นอย่างดีมาเตรียมการให้ก่อน
การเตรียมชิ้นงาน เพื่อนำมาใช้ในการทำความแข็งแบบเหนี่ยวนำ การทำความสะอาด และความเรียบร้อยของชิ้นงาน สามารถทำน้อยกว่าทุก ๆ วิธีที่กล่าวมา
15.5.8.2 ข้อเสียของการทำความแข็งแบบเหนี่ยวนำ
ข้อเสียหลัก ๆ ของการทำความแข็งแบบเหนี่ยวนำก็คือต้นทุนของเครื่องจักร และวัสดุที่ต้องการในกระบวนการ มีราคาแพงมาก เพราะไม่ต้องมีคาร์บอน หรือไนโตรเจนมาใช้กับชิ้นงาน ส่วนชิ้นงานที่นิยมใช้มากที่สุดคือ เหล็กกล้าคาร์บอนปานกลาง คาร์บอน 0.35% - 0.60% นิยมใช้วิธีการนี้กันมากที่สุด
ในค่าความแข็ง ที่ได้จากการทำความแข็งแบบเหนี่ยวนำ จะขึ้นอยู่กับคาร์บอนที่ผสมในเนื้อเหล็กกล้า เพราะฉะนั้น ค่าความแข็งจะสูงไม่มากหากใช้กับชิ้นงานเหล็กกล้าที่มีคาร์บอนต่ำ แต่จะดีกับเหล็กกล้าที่มีคาร์บอนสูง เหล็กกล้าที่มีคาร์บอนผสมสูงพิเศษ
15.6 การเลือกใช้กระบวนการชุบผิวแข็ง
รูปการชุบผิวแข็ง
ในแต่ละกระบวนการชุบผิวแข็งที่กล่าวมานั้นมีทั้งข้อดี และข้อเสียในแต่ละกระบวนการแตกต่างกันไป ขึ้นอยู่กับความพอใจที่จะเลือกใช้ และจำนวนที่ต้องการชุบผิวแข็ง รวมไปถึงความเร็ว ความแม่นยำ และความลึกของผิวที่ชุบ รูปร่าง และขนาดของชิ้นงาน และอุปกรณ์ และสิ่งอำนวยความสะดวกที่มีอยู่ที่จะทำ การชุบผิวแข็ง
รูปการชุบผิวแข็งบู๊ซ แบบเคสฮาร์เดนนิ่งเพื่อให้ทนทานต่อการสึกหรอสูง
ตารางด้านล่าง เป็นการสรุปข้อเปรียบเทียบของข้อดี และข้อเสียของแต่ละกระบวนการ แต่โปรดจำไว้ว่าตารางนั่น เป็นเพียงค่าเฉลี่ยแต่ละแบบ ที่มีการปรับปรุงเล็ก ๆ น้อย ๆ กระบวนการชุบผิวแข็งสามารถประยุกต์ใช้งานได้ตามแต่ละการใช้ประโยชน์
|
ตารางเปรียบเทียบกระบวนการชุบผิวแข็ง
|
|
กระบวนการชุบผิวแข็ง
|
การเติมธาตุที่ผิว
|
ลำดับความแข็ง
|
อุณหภูมิการให้ความร้อน
|
อันตรายของกระบวนการ
|
ต้นทุนเครื่องจักร และอุปกรณ์
|
ต้นทุนต่อหน่วย (ปริมาณสูง)
|
ต้นทุนต่อหน่วย(ปริมาณต่ำ)
|
ความจำเป็นการชุบแข็ง หลังจากการทำผิวแข็ง
|
แนวโน้มการบิดตัว
|
ความสามารถการกลึง กัด ไส หลังจากขั้นตอนแรก
|
การควบคุม และความแม่นยำของ กระบวน
|
ความลึกผิวเคลือบเฉลี่ยเมื่อเวลาผ่านไป
|
|
คาร์บูไรซิ่งกลุ่ม
|
คาร์บอน
|
4 (tie)
|
สูง
ออสเตนไนต์ 815° C - 982° C (1500°F - 1800°F)
|
อันตรายมีน้อย
|
ต่ำมาก
|
สูง
|
ต่ำมาก
|
จำเป็น
|
เกิดขึ้นบางครั้ง
|
ได้
|
ต่ำ
|
0.010 (ในชั่วโมงแรก)
|
|
คาร์บูไรซิ่งก๊าซ
|
คาร์บอน
|
4
|
สูง
ออสเตนไนต์ 815° C - 982° C
|
ก๊าซพิษปานกลาง
|
สูง
(จำเป็นต้องใช้เตา)
|
ต่ำ
|
สูง
|
จำเป็น
|
เกิดขึ้นบางครั้ง
|
ได้
|
ดี
|
0.013 (ในชั่วโมงแรก)
|
|
คาร์บูไรซิ่งของเหลว
|
คาร์บอน
|
4
|
สูง
ออสเตนไนต์ 815° C - 982° C
|
ความเป็นพิษปานกลาง
|
ปานกลาง
|
ปานกลาง
|
ปานกลาง
|
จำเป็น
|
เกิดบางครั้ง
|
ในบางกระบวนการ
|
ดี
|
0.018 (ในชั่วโมงแรก)
|
|
ไนไตรดิง
|
ไนโตรเจน
|
1 แข็งสุด
|
ต่ำสุด
482° C - 537° C (900°F - 1000°F)
|
ต้องใช้อุปกรณ์ป้องกันอย่างเหมาะสม
|
สูง
(จำเป็นต้องใช้เตา)
|
ปานกลาง
|
สูง
|
ไม่จำเป็น
|
เล็กน้อยมาก
|
ยาก
|
ดีมาก
|
0.010 (ใน 10ชั่วโมงแรก)
|
|
คาร์บอนไนไตรดิง
|
คาร์บอน และไนโตรเจน
|
2
|
ต่ำ
760° C - 926° C (1400°F - 1700°F)
|
ก๊าซพิษปานกลาง
|
สูง
(จำเป็นต้องใช้เตา)
|
ต่ำ
|
สูง
|
จำเป็น
|
น้อย
|
ยาก
|
ดี
|
0.008 (ในชั่วโมงแรก)
|
|
ไซยาไนต์ดิง
|
คาร์บอน และไนโตรเจน
|
2
|
ต่ำ
760° C - 926° C
|
เกิดควันพิษมาก
|
ปานกลาง
|
ปานกลาง
|
ต่ำ
|
จำเป็น
|
น้อย
|
ยาก
|
ดี
|
0.010 (ในชั่วโมงแรก)
|
|
การชุบผิวแข็งด้วยเปลวไฟ
|
ใช้เพียงความร้อน
|
8 ความแข็งขึ้นอยู่กับวัสดุ
|
สูงมาก (เหนือแนวเส้นการเปลี่ยนรูปด้านสูง)
|
ระมัดระวังเปลวไฟ
|
ต่ำ
|
สูง
(ปราศจากอัตโนมัติ)
|
ต่ำ
|
จำเป็น
|
ได้
|
ยาก
|
ต่ำ
|
ความลึกได้ทันที
(ให้ความหนาถึง 1/4²)
|
|
การชุบผิวแข็งด้วยการเหนี่ยวนำกระแสไฟฟ้า
|
ใช้เพียงความร้อน
|
7 ความแข็งขึ้นอยู่กับวัสดุ
|
สูงมาก (เหนือแนวเส้นการเปลี่ยนรูปด้านสูง)
|
ระมัดระวังอุปกรณ์
|
สูง
(จำเป็นต้องใช้อุปกรณ์ไฟฟ้า)
|
ต่ำสุด
|
เปลี่ยนแปลงได้
|
จำเป็น
|
น้อย
|
ยาก
|
กระบวนการมีความแม่นยำสูง
|
ความลึกได้ทันที
(ให้ความหนาได้บางมาก
|
จบบทที่ 15 จบเรื่องของเหล็ก พบกันคราวหน้าจะกล่าวถึง ภาค 4 โลหะวิทยาที่ไม่ใช่เหล็ก โปรดติดตามตอนต่อไป
ข้อคิดดี ๆ ที่นำมาฝาก
“การเริ่มต้น เป็นเรื่องยาก
แต่ ก้าวต่อไปนั้นยากยิ่งกว่า”
ถกลเกียรติ วีรวรรณ
{kind=link}
{kind=link}
{kind=link}
{kind=link}