11.5 อุณหภูมิของสารตัวกลางในการชุบแข็ง
อุณหภูมิของสารตัวกลางในงานชุบแข็ง จะมีผลต่อการชุบแข็ง ยกตัวอย่าง น้ำที่อุณหภูมิต่ำ (น้ำเย็น) จะช่วยลดเวลาในการชุบแข็ง ซึ่งแสดงในรูป
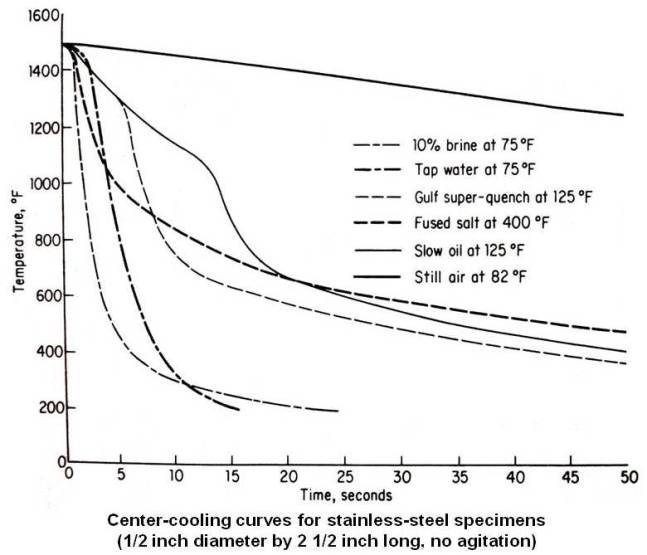
กราฟอุณหภูมิสารตัวกลางในการชุบแข็งมีผลต่อเวลาที่ใช้ในการชุบแข็ง
แนะนำเพื่อให้อ่านได้ต่อเนื่องให้ คลิกขวาเลือก Open link in new window
กราฟแสดงการชุบแข็งในสารตัวกลางต่าง ๆ
น้ำที่มีอุณหภูมิ 21°C (70°F) มีความสามารถทำให้ชิ้นส่วนโลหะเย็นตัวโดยใช้เวลาเหลือเพียงครึ่งหนึ่งของเวลาที่ใช้ชุบ แต่ก็ยิ่งเสี่ยงต่อการร้าวตัว และบิดงอพอสมควร น้ำที่มีความเหมาะสมโดยลดความเสี่ยงต่อการร้าว และบิด จะอยู่ที่อุณหภูมิ 49°C (120 °F)
ข้อสังเกตจากรูป การชุบแข็งด้วยน้ำเกลือ และน้ำเป็นไปอย่างเร็วสุด การปล่อยให้เย็นตามธรรมชาติ (Normalizing: การให้ชิ้นส่วนเย็นตัวที่อากาศนิ่ง) เป็นการชุบแข็งที่เย็นตัวช้าที่สุด การชุบแข็งด้วยน้ำมันจะเห็นว่าเย็นเร็วกว่าการใช้การชุบแข็งด้วยอากาศ แต่ก็เกิดขึ้นในอัตราที่ช้ากว่า การชุบแข็งด้วยน้ำเกลือ หรือน้ำ
11.6 เทคนิคการชุบแข็งในภาคปฏิบัติ
มีความคิดมากมายที่จะเกิดขึ้น เมื่อคิดเลือกกรรมวิธีการชุบแข็ง ด้วยการเลือกใช้ตัวกลางที่จะชุบ และนำไปประยุกต์ใช้ รายละเอียดที่ด้านล่างเป็นเพียงบางส่วนของการชุบแข็ง ซึ่งยังมีอีกหลายวิธีมากมาย ที่จะต้องพิจารณาก่อนที่จะเริ่มทำการชุบแข็ง
-
เวลาที่ใช้ในการปรับสภาพความร้อนกับชิ้นงานที่มีขนาดแตกต่างกัน จะต้องใช้เวลานานแค่ก่อนที่จะนำออกจากเตา ไปสู่กระบวนการชุบแข็ง โดยมีการประมาณการอย่างคร่าว ๆ เมื่อชิ้นงานมีความหนาประมาณ 1 นิ้ว (ประมาณ 2.5 cm) จะใช้เวลาปรับสภาพ 1 ชั่วโมง (ประมาณค่าเฉพาะความหนา ส่วนกว้าง ยาวไม่ได้นำมาคิด ถ้าชิ้นงานสามารถนำเข้าเตาได้) แล้วนำออกจากเตานำไปชุบแข็ง (ทันทีที่ชิ้นงานออกจากเตา มักจะทำอุณหภูมิความร้อนได้ตามต้องการ) ยกตัวอย่างเช่น ถ้าแท่งโลหะที่จะนำไปปรับสภาพทางความร้อนมีขนาด 2² ´ 4² ´ 10² มันจะใช้เวลาอยู่ในเตาประมาณ 2 ชั่วโมง แต่ถ้าชิ้นงานขนาด 1/4² ´ 6² ´ 10² มันใช้เวลาในเตาปรับสภาพเพียงแค่ 15 นาทีเท่านั้นก่อนที่จะนำไปชุบแข็ง
-
จะใช้เวลาในการชุบนานแค่ไหน นับตั้งแต่นำชิ้นงานลงถังชุบ จนกระทั่งมันเย็นพอที่จะสัมผัสด้วยมือได้
-
การทำให้สารตัวกลาง ปั่นป่วน (Agitation) (อาจทำการกวนสารตัวกลาง หรือเขย่าชิ้นงาน) มีความสำคัญอย่างไร? บางครั้งการทำให้สารตัวกลางปั่นป่วนมักไม่ค่อยได้ทำในทางปฏิบัติ เพราะว่าปริมาณที่มากของชิ้นงาน หรือชิ้นงานมีรูปร่างเทอะทะ อย่างไรก็ตาม ผลการทำให้เกิดการปั่นป่วนในขณะทำการชุบแข็งมีความสำคัญ การปั่นป่วนที่หนัก และรุนแรง จะลดเวลาการทำความเย็นลงได้ ให้พิจารณาในจากกราฟด้านล่าง
กราฟการปั่นป่วนของสารตัวกลาง ที่มีผลต่อชิ้นงานที่ทำการชุบแข็ง ทำให้เวลาการทำความเย็นลดลง
รูปแผ่นเหล็กบางผ่านการชุบแข็ง
การใช้วิธีปั่นป่วนจะไม่ค่อยมีผลเมื่อชุบในน้ำมัน ซึ่งมักจะเกิดฟองน้ำมันเหนียวติดกันซึ่งจะเกิดที่ผิวโลหะ ส่วนในการชุบแข็งด้วยน้ำเกลือ หรือน้ำ การปั่นป่วนจะช่วยขับไล่ฟองที่เกาะชิ้นงานออก จะทำให้มีข้อได้เปรียบเล็กน้อยในการปั่นป่วน หรือการเขย่าชิ้นงานหลังจากมันอยู่ในตัวกลางชุบแข็ง
-
จะหลีกเลี่ยงการบิดในชิ้นงานที่บางได้อย่างไร? เมื่อในชิ้นงานมีบางบริเวณ เป็นส่วนที่บาง ขนาดไม่สม่ำเสมอกันทั้งชิ้น ดูที่รูป
รูปชิ้นส่วนที่มีบางส่วนที่บางระหว่างส่วนหนา เป็นส่วนที่มีความไวต่อการบิดในระหว่างกระบวนการชุบแข็ง
มีความเป็นไปได้ที่จะเกิดการบิดตัว ที่จะเกิดระหว่างการชุบแข็ง เพื่อลดการบิดของงาน สามารถนำ ดิน (Clays) แบบพิเศษ มาใช้พอกในพื้นที่วิกฤติของชิ้นงานบางได้ แล้วจึงจะให้ความร้อน และนำไปชุบแข็ง
ดินเหล่านี้คอยป้องกันชิ้นงานบาง เพื่อลดความรุนแรงจากกระบวนการชุบแข็งที่กระทำต่อชิ้นงาน เมื่อโลหะถูกจุ่มเข้าไปในของเหลว ดินพิเศษสามารถใช้แก้ปัญหาการแตกร้าว และการบิดตัวของชิ้นงานที่มีส่วนที่บางหรือขอบมุมที่แหลมคมได้เหมือนกัน
จบบทที่ 11 ครั้งหน้าพบกับ การอบอ่อน (Annealing) และการอบปกติ (Normalizing)
ข้อคิดดี ๆ ที่นำมาฝาก
“ผู้ปกครองระดับธรรมดา ใช้ความสามารถของตนอย่างเต็มที่
ผู้ปกครองระดับกลาง ใช้กำลังของคนอื่นอย่างเต็มที่
ผู้ปกครองระดับสูง ใช้ปัญญาของคนอื่นอย่างเต็มที่”
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}