บทที่ 11 การปรับสภาพทางความร้อน และการชุบแข็ง
11.1 การปรับสภาพทางความร้อน
รูปการปรับสภาพทางความร้อนของเหล็กกล้า
แนะนำเพื่อให้อ่านได้ต่อเนื่องให้ คลิกขวาเลือก Open link in new window
วิดีโอตัวอย่างการปรับสภาพความร้อนให้แก่มีด
การปรับสภาพทางความร้อน (Heat treating) เป็นการกำหนดสภาพของโลหะในทางโลหะวิทยา มีความเกี่ยวข้องกับความร้อน / ความเย็นที่ป้อนให้กับโลหะ การปรับสภาพทางความร้อนนี้มีใช้กันอย่างกว้างขวางในทางอุตสาหกรรม
กระบวนการปรับสภาพความร้อนมีอยู่มากมาย อาทิเช่น การให้ความร้อน, การชุบแข็ง, การอบอ่อน, การอบปกติ, การอบคืนตัว และการทำความแข็งที่ผิว ส่วนกระบวนการเหล่านี้จะได้กล่าวถึงรายละเอียดในโอกาสต่อไป
เมื่อโลหะผ่านกระบวนการทางความร้อน / ความเย็น แล้วก็จะการเข้าสู่กระบวนการปรับสภาพ หรือ เรียกอีกอย่างว่า สูตร หรือรีซีพ (Recipe) ซึ่งนำมาอ้างอิงบ่อยในการกระทำการปรับสภาพแก่โลหะเหล่านั้น
ในการดำเนินการปรับสภาพทางความร้อน มักจะกระทำในเตาอบ หรือเตาหลอม ส่วนขนาด, รูปแบบ และชนิดของเตาที่ใช้ปรับสภาพทางความร้อนมีความแตกต่างกันมากมาย ดูที่รูป
รูปเตาปรับสภาพทางความร้อนในโรงงานอุตสาหกรรม
รูปเตาปรับสภาพความร้อนโลหะ
11.2 การชุบแข็ง
การชุบแข็ง (Quenching) เป็นการควบคุมกระบวนการโลหะทำให้โลหะเย็นตัว เพื่อให้โลหะเกิดความแข็ง โลหะก่อนที่จะทำการชุบแข็ง จะต้องถูกทำให้เกิดความร้อนที่มีอุณหภูมิความร้อนที่สูง การชุบแข็งสามารถรู้ได้จากโลหะที่ผ่านกระบวนการทำให้อุณหภูมิที่สูงขึ้น
อย่างไรก็ตาม ถ้าให้ความแข็งเป็นสิ่งสำคัญหลัก วัสดุจะต้องให้ความร้อน จนกระทั่งอุณหภูมิอยู่เหนือกว่า แนวเส้นอุณหภูมิของการเปลี่ยนรูป ซึ่งกระบวนการนี้ได้อธิบายไว้ใน บทที่ 9 แล้ว
ในการชุบแข็ง ชิ้นงานอาจถูกจัดเรียงป้อนเข้าสู่เตาแบบเป็นกลุ่ม หรือทีละชิ้นงาน ดูที่รูป
รูปการเรียงชิ้นงานในเตาเพื่อปรับสภาพความร้อน
รูปการชุบแข็งท่อเหล็ก
ชิ้นส่วนที่ชุบแข็งอาจจัดลงในกลุ่มเดียวกัน และหย่อนลงไปในอ่างชุบแข็ง ดูที่รูป
รูปการชุบแข็งโดยการจุ่มลงไปในอ่างชุบแข็ง
ชิ้นงานจะถูกจุ่มลงในอ่างชุบแข็งอย่างรวดเร็ว และจะจุ่มแช่ไว้จนกระทั่งชิ้นงานเย็น ในระหว่างการทำความเย็นชิ้นงาน มันจะเกิดการปั่นป่วน หรือสั่นที่ชิ้นงานอย่างเร็ว จากนั้นก็เย็นตัว ปรากฏการณ์ที่เกิดขึ้นนี้ จะเป็นไปอย่างรวดเร็ว
การชุบแข็งจะเกิดความแตกต่างกันอย่างมาก ในระหว่างการชุบแข็ง สารที่ใช้ชุบแข็งมีผลอย่างมาก ยกตัวอย่างเช่น น้ำ, น้ำเกลือ, น้ำมัน, อากาศ, น้ำทะเล และทราย ฯลฯ ส่วนรายละเอียดของสารชุบแข็ง จะอธิบายในหัวข้อต่อ ๆ ไป
วิดีโอการชุบแข็งชิ้นงานด้วยน้ำ
ขั้นตอนการชุบแข็ง
รูปการชุบแข็ง
การชุบแข็งโลหะเป็นกระบวนการที่ซับซ้อน ตัวอย่างหนึ่งที่แสดงในรูป โลหะจะผ่านขั้นตอนการชุบแข็ง ตั้งแต่เหล็กกล้าแดงอุณหภูมิสูง ไปจนถึงอุณหภูมิห้อง แต่ละขั้นตอนมีดังนี้
รูปขั้นตอนการชุบแข็ง
1. ระยะไอก่อตัวปกคลุมโลหะ
2. ระยะไอระบายออก
3. ระยะกำลังเย็นตัว
ใน ระยะไอก่อตัวปกคลุม โลหะเริ่มต้นจากถูกนำไปทำให้ร้อนจนแดงในเตา และนำไปจุ่มลงไปในอ่างชุบแข็ง ของเหลวจะสัมผัสกับโลหะจนของเหลวเดือด เกิดเป็นฟองไอจำนวนมากเป็นฟิล์มปกคลุมโลหะ ฟองจะเกาะที่โลหะ และห่อหุ้มชิ้นงานโลหะในอ่างชุบแข็ง
ใน ระยะไอระบายออก ฟิล์มไอจะถูกระบายออกอย่างรวดเร็ว ในเสี้ยวขณะนั้นโลหะจะยังไม่เย็นในทันที ไอที่เกาะเป็นฟิล์มจะลดลง ผลของการลดลงของไอ จะเกิดกระบวนการชุบแข็งที่เร็วเพิ่มขึ้น โลหะที่ชุบจะตกอยู่ในสภาพปั่นป่วนเนื่องมาจากฟองไอบางส่วนเกิด การตีตัวออกห่าง (Fall off) ทำให้โลหะเย็นตัวเพิ่มอีกชั้นหนึ่ง
ไอที่ปกคลุมจะยังคงเป็นฉนวนให้กับโลหะทำให้ของเหลวยังเข้าไปไม่ถึง ทำให้กระบวนการทำความเย็นเกิดช้า ซึ่งจะส่งผลต่อคุณภาพของความแข็ง และความแข็งแกร่งแต่ก็เป็นส่วนน้อย แต่ถ้าฟิล์มที่เกาะโลหะหมดเร็ว หมายความว่าการทำให้เย็นจะเร็วไปด้วย อาจมีข้อเสีย เช่น เกิดคราบที่โลหะ, เกิดการบิดตัว (Warpage) และการแตกร้าวอาจเกิดขึ้นได้
ระยะไอระบายออกนี้เป็นกระบวนการที่รุนแรง ฟิล์มไอจะยุบลง และโลหะก็จะเริ่มสัมผัสกับของเหลวอีกครั้ง ซึ่งฟิล์มไอที่ยุบตัวนี้ มีแนวโน้มที่จะเกิดการ ระเบิด (Explode) เหนือพื้นผิว และเกิดการเดือด กริยาที่เกิดการระเบิดนี้มีความรุนแรงเพียงพอที่จะอาจเกิด การตกสะเก็ด (Rip off) รุนแรงที่ผิวด้านนอกของโลหะ
ปฏิกิริยาที่เกิดขึ้นในช่วงไอระบายออกนี้เกิดอย่างรวดเร็ว บางครั้งใช้เวลาไม่ถึงวินาที อาจเกิดเสียงดังพอเหมือน พลุ (Fireworks) ที่จะได้ยินอย่างชัดเจน จากการระบายตัวของไอจะได้ยินเสียงการแตก หรือความร้อน เรียกว่า “น้ำทำให้เหล็กเจ็บแสบ” ในระยะการชุบนี้เป็นสิ่งสูงสุดของการชุบแข็ง
หลังจากระยะการระบายไอออกจบลง ก็มาถึง ระยะกำลังเย็นตัว ในช่วงนี้ โลหะเกิดการเย็นตัวอย่างช้า ๆ จนกระทั่งถึงอุณหภูมิห้อง ไม่มีฟิล์มไอเกิดขึ้น กระบวนการเย็นตัวในสถานะนี้อ่อนโยนเบากว่าระยะไอระบายออก
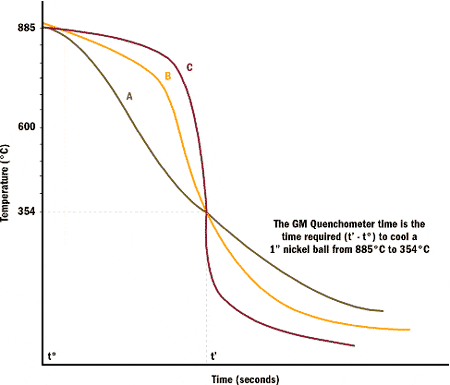
กราฟการชุบแข็งเทียบกับเวลา
จากรูปกราฟการชุบแข็งของโลหะชนิดต่าง ๆ สังเกตจากเส้นโค้งด้านบน (ระยะไอก่อตัวปกคลุม) ที่เส้นลาดลงเกือบเป็นแนวดิ่ง เป็นการทำความเย็นที่เร็วที่สุด (ช่วงไอระบายออก) และรุนแรงที่สุด ส่วนเส้นโค้งลาดด้านล่าง (ระยะกำลังเย็นตัว) โลหะเย็นตัวสู่อุณหภูมิห้อง
ข้อคิดดี ๆ ที่นำมาฝาก
“คิดทำการใหญ่ อย่าใส่ใจเรื่องเล็กน้อย”
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}