15.5.8.1 Ó©éÓ╣ëÓ©¡Ó©öÓ©ÁÓ©éÓ©¡Ó©çÓ©üÓ©▓Ó©úÓ©ùÓ©│Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©çÓ╣üÓ©ÜÓ©ÜÓ╣ÇÓ©½Ó©ÖÓ©ÁÓ╣êÓ©óÓ©ºÓ©ÖÓ©│
Ó©üÓ©▓Ó©úÓ©ùÓ©│Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©çÓ╣üÓ©ÜÓ©ÜÓ╣ÇÓ©½Ó©ÖÓ©ÁÓ╣êÓ©óÓ©ºÓ©ÖÓ©│ Ó©íÓ©ÁÓ©éÓ╣ëÓ©¡Ó©öÓ©ÁÓ©íÓ©▓Ó©üÓ©íÓ©▓Ó©ó Ó©íÓ©▓Ó©üÓ©üÓ©ºÓ╣êÓ©▓Ó©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©úÓ╣ÇÓ©äÓ©ÑÓ©ÀÓ©¡Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©çÓ╣üÓ©ÜÓ©ÜÓ©¡Ó©ÀÓ╣êÓ©Ö Ó╣å Ó©ùÓ©▒Ó╣ëÓ©çÓ©½Ó©íÓ©ö Ó©ºÓ©┤Ó©ÿÓ©ÁÓ©ÖÓ©ÁÓ╣ëÓ╣âÓ©½Ó╣ëÓ©øÓ©úÓ©░Ó©¬Ó©┤Ó©ùÓ©ÿÓ©┤Ó©áÓ©▓Ó©×Ó©íÓ©▓Ó©üÓ©ùÓ©ÁÓ╣êÓ©¬Ó©©Ó©ö Ó©èÓ©┤Ó╣ëÓ©ÖÓ©çÓ©▓Ó©ÖÓ╣äÓ©íÓ╣êÓ©òÓ╣ëÓ©¡Ó©çÓ©üÓ©▓Ó©úÓ©ùÓ©│Ó©äÓ©ºÓ©▓Ó©íÓ©úÓ╣ëÓ©¡Ó©ÖÓ©íÓ©▓Ó©üÓ╣êÓ©¡Ó©Ö Ó╣üÓ©ÑÓ©░Ó©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©úÓ╣ÇÓ©½Ó©ÖÓ©ÁÓ╣êÓ©óÓ©ºÓ©ÖÓ©│Ó©¬Ó©▓Ó©íÓ©▓Ó©úÓ©ûÓ©¬Ó©úÓ╣ëÓ©▓Ó©çÓ©äÓ©ºÓ©▓Ó©íÓ©úÓ╣ëÓ©¡Ó©ÖÓ╣äÓ©öÓ╣ëÓ©áÓ©▓Ó©óÓ╣âÓ©Ö 5 Ó©ºÓ©┤Ó©ÖÓ©▓Ó©ùÓ©ÁÓ©½Ó©úÓ©ÀÓ©¡Ó©ÖÓ╣ëÓ©¡Ó©óÓ©üÓ©ºÓ╣êÓ©▓Ó©ÖÓ©▒Ó╣ëÓ©Ö Ó©êÓ©ÂÓ©çÓ©ùÓ©│Ó╣âÓ©½Ó╣ëÓ©òÓ╣ëÓ©ÖÓ©ùÓ©©Ó©ÖÓ©òÓ╣êÓ©¡Ó©½Ó©ÖÓ╣êÓ©ºÓ©óÓ©äÓ╣êÓ©¡Ó©ÖÓ©éÓ╣ëÓ©▓Ó©çÓ©òÓ╣êÓ©│
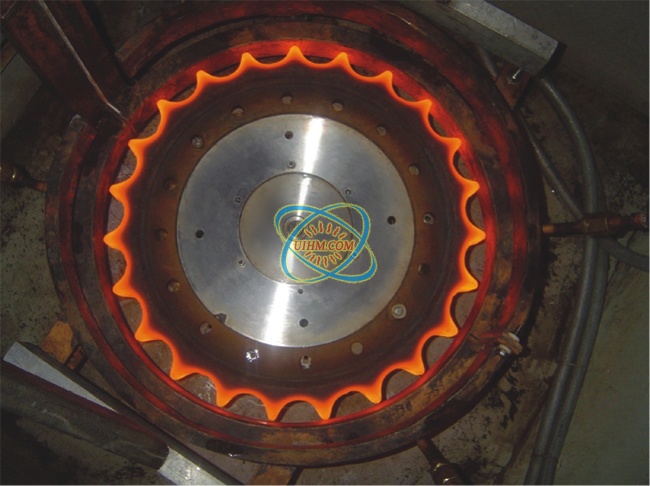
Ó©úÓ©╣Ó©øÓ╣ÇÓ©ƒÓ©ÀÓ©¡Ó©çÓ╣éÓ©ïÓ╣êÓ©êÓ©▓Ó©üÓ©ºÓ©┤Ó©ÿÓ©ÁÓ©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©ç
Ó╣üÓ©ÖÓ©░Ó©ÖÓ©│Ó╣ÇÓ©×Ó©ÀÓ╣êÓ©¡Ó╣âÓ©½Ó╣ëÓ©¡Ó╣êÓ©▓Ó©ÖÓ╣äÓ©öÓ╣ëÓ©òÓ╣êÓ©¡Ó╣ÇÓ©ÖÓ©ÀÓ╣êÓ©¡Ó©çÓ╣âÓ©½Ó╣ë Ó©äÓ©ÑÓ©┤Ó©üÓ©éÓ©ºÓ©▓Ó╣ÇÓ©ÑÓ©ÀÓ©¡Ó©ü Open link in new window
Ó╣ÇÓ©½Ó©íÓ©▓Ó©░Ó©üÓ©▒Ó©ÜÓ©èÓ©┤Ó╣ëÓ©ÖÓ©çÓ©▓Ó©ÖÓ©ùÓ©ÁÓ╣êÓ©íÓ©ÁÓ©úÓ©╣Ó©øÓ©úÓ╣êÓ©▓Ó©çÓ╣üÓ©øÓ©ÑÓ©ü Ó╣å Ó©¬Ó©▓Ó©íÓ©▓Ó©úÓ©ûÓ©ÖÓ©│Ó©íÓ©▓Ó©ùÓ©│Ó©öÓ╣ëÓ©ºÓ©óÓ©üÓ©▓Ó©úÓ©ùÓ©│Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©çÓ╣üÓ©ÜÓ©ÜÓ╣ÇÓ©½Ó©ÖÓ©ÁÓ╣êÓ©óÓ©ºÓ©ÖÓ©│Ó╣äÓ©öÓ╣ë Ó©üÓ©úÓ©░Ó╣üÓ©¬Ó╣äÓ©ƒÓ©ƒÓ╣ëÓ©▓Ó©ùÓ©ÁÓ╣êÓ©£Ó©┤Ó©ºÓ©¬Ó©▓Ó©íÓ©▓Ó©úÓ©ûÓ╣üÓ©ùÓ©úÓ©üÓ©ïÓ©ÂÓ©íÓ╣ÇÓ©éÓ╣ëÓ©▓Ó╣äÓ©øÓ╣âÓ©ÖÓ©úÓ©¡Ó©óÓ╣üÓ©òÓ©ü Ó╣üÓ©ÑÓ©░Ó©úÓ©╣Ó╣äÓ©öÓ╣ë Ó©¡Ó©ÁÓ©üÓ©ùÓ©▒Ó╣ëÓ©çÓ©óÓ©▒Ó©çÓ©ïÓ©ÂÓ©íÓ©ÑÓ©ÂÓ©üÓ╣ÇÓ©éÓ╣ëÓ©▓Ó╣äÓ©øÓ╣ÇÓ©ÖÓ©ÀÓ╣ëÓ©¡Ó©úÓ©¡Ó©óÓ╣üÓ©òÓ©üÓ╣äÓ©öÓ╣ëÓ©¡Ó©ÁÓ©üÓ©öÓ╣ëÓ©ºÓ©ó
Ó©äÓ©ºÓ©▓Ó©íÓ©½Ó©ÖÓ©▓Ó©ùÓ©ÁÓ╣êÓ©èÓ©┤Ó╣ëÓ©ÖÓ©çÓ©▓Ó©Ö Ó©üÓ╣çÓ©¬Ó©▓Ó©íÓ©▓Ó©úÓ©ûÓ©äÓ©ºÓ©ÜÓ©äÓ©©Ó©íÓ╣äÓ©öÓ╣ëÓ╣üÓ©íÓ╣êÓ©ÖÓ©óÓ©│Ó©íÓ©▓Ó©üÓ©üÓ©ºÓ╣êÓ©▓Ó©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©úÓ©¡Ó©ÀÓ╣êÓ©Ö Ó╣éÓ©öÓ©óÓ©äÓ©ºÓ©▓Ó©íÓ©ïÓ©ÂÓ©íÓ©ÑÓ©ÂÓ©üÓ©¬Ó©▓Ó©íÓ©▓Ó©úÓ©ûÓ©äÓ©ºÓ©ÜÓ©äÓ©©Ó©íÓ╣éÓ©öÓ©óÓ©üÓ©▓Ó©úÓ©øÓ©úÓ©▒Ó©ÜÓ©äÓ©ºÓ©▓Ó©íÓ©ûÓ©ÁÓ╣ê, Ó©øÓ©úÓ©▒Ó©ÜÓ©üÓ©úÓ©░Ó╣üÓ©¬ Ó╣üÓ©ÑÓ©░Ó╣ÇÓ©ºÓ©ÑÓ©▓Ó©éÓ©¡Ó©çÓ©éÓ©öÓ©ÑÓ©ºÓ©öÓ©ùÓ©ÁÓ╣êÓ©¬Ó©▒Ó©íÓ©£Ó©▒Ó©¬Ó©üÓ©▒Ó©ÜÓ©èÓ©┤Ó╣ëÓ©ÖÓ©çÓ©▓Ó©Ö Ó©üÓ©▓Ó©úÓ╣âÓ©½Ó╣ëÓ©äÓ©ºÓ©▓Ó©íÓ©ûÓ©ÁÓ╣êÓ©¬Ó©╣Ó©ç Ó©êÓ©▓Ó©üÓ©üÓ©▓Ó©úÓ©øÓ╣ëÓ©¡Ó©ÖÓ©üÓ©úÓ©░Ó╣üÓ©¬Ó╣äÓ©ƒÓ©ƒÓ╣ëÓ©▓Ó©ùÓ©ÁÓ╣êÓ©íÓ©▓Ó©ü Ó©íÓ©▒Ó©üÓ©íÓ©ÁÓ©£Ó©ÑÓ©òÓ╣êÓ©¡Ó©×Ó©ÀÓ╣ëÓ©ÖÓ©£Ó©┤Ó©ºÓ©áÓ©▓Ó©óÓ©ÖÓ©¡Ó©üÓ╣ÇÓ©ùÓ╣êÓ©▓Ó©ÖÓ©▒Ó╣ëÓ©Ö
Ó©üÓ©▓Ó©úÓ©ùÓ©│Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©çÓ╣üÓ©ÜÓ©ÜÓ╣ÇÓ©½Ó©ÖÓ©ÁÓ╣êÓ©óÓ©ºÓ©ÖÓ©│ Ó©øÓ©üÓ©òÓ©┤Ó©ùÓ©▒Ó╣êÓ©ºÓ╣äÓ©ø Ó©ÖÓ©│Ó©íÓ©▓Ó╣âÓ©èÓ╣ëÓ©üÓ©▒Ó©ÜÓ©çÓ©▓Ó©ÖÓ©ÜÓ©▓Ó©ç Ó╣üÓ©òÓ╣êÓ╣âÓ©ÖÓ©çÓ©▓Ó©ÖÓ©ùÓ©ÁÓ╣êÓ©½Ó©ÖÓ©▓Ó©üÓ╣çÓ©¬Ó©▓Ó©íÓ©▓Ó©úÓ©ûÓ©¬Ó©úÓ╣ëÓ©▓Ó©çÓ©üÓ©▓Ó©úÓ©ïÓ©ÂÓ©íÓ©ÑÓ©ÂÓ©üÓ╣äÓ©öÓ╣ëÓ©ûÓ©ÂÓ©ç 3.2 Ó©íÓ©┤Ó©ÑÓ©ÑÓ©┤Ó╣ÇÓ©íÓ©òÓ©ú(1/8²) Ó©üÓ©▓Ó©úÓ©øÓ©ÑÓ╣êÓ©¡Ó©óÓ©üÓ©úÓ©░Ó╣üÓ©¬Ó╣äÓ©ƒÓ©ƒÓ╣ëÓ©▓Ó©¬Ó©▒Ó©íÓ©£Ó©▒Ó©¬Ó©üÓ©▒Ó©ÜÓ©£Ó©┤Ó©ºÓ©çÓ©▓Ó©ÖÓ©ùÓ©ÁÓ╣êÓ©óÓ©▓Ó©ºÓ©ÖÓ©▓Ó©Ö Ó╣üÓ©ÑÓ©░Ó©øÓ╣ëÓ©¡Ó©ÖÓ©ùÓ©ÁÓ╣êÓ©äÓ©ºÓ©▓Ó©íÓ©ûÓ©ÁÓ╣êÓ©òÓ╣êÓ©│Ó©üÓ©ºÓ╣êÓ©▓Ó╣äÓ©öÓ╣ë
Ó©úÓ©╣Ó©øÓ©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©çÓ╣ÇÓ©ƒÓ©ÀÓ©¡Ó©çÓ╣éÓ©ïÓ╣ê
Ó©üÓ©▓Ó©úÓ©ùÓ©│Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©çÓ╣üÓ©ÜÓ©ÜÓ╣ÇÓ©½Ó©ÖÓ©ÁÓ╣êÓ©óÓ©ºÓ©ÖÓ©│ Ó╣äÓ©íÓ╣êÓ©äÓ╣êÓ©¡Ó©óÓ©ùÓ©│Ó╣âÓ©½Ó╣ëÓ©èÓ©┤Ó╣ëÓ©ÖÓ©çÓ©▓Ó©ÖÓ╣ÇÓ©øÓ©ÑÓ©ÁÓ╣êÓ©óÓ©ÖÓ©¬Ó©áÓ©▓Ó©×Ó╣äÓ©øÓ©êÓ©▓Ó©üÓ╣ÇÓ©öÓ©┤Ó©í Ó╣ÇÓ©èÓ╣êÓ©Ö Ó╣ÇÓ©üÓ©┤Ó©öÓ©üÓ©▓Ó©úÓ©ÜÓ©┤Ó©öÓ©òÓ©▒Ó©º, Ó©¡Ó©¡Ó©üÓ©ïÓ©┤Ó╣ÇÓ©öÓ©èÓ©▒Ó©Ö Ó╣üÓ©ÑÓ©░Ó©éÓ©ÖÓ©▓Ó©öÓ©ÑÓ©ö Ó╣ÇÓ©ÖÓ©ÀÓ╣êÓ©¡Ó©çÓ©íÓ©▓Ó©êÓ©▓Ó©üÓ©üÓ©▓Ó©úÓ╣âÓ©½Ó╣ëÓ©äÓ©ºÓ©▓Ó©íÓ©úÓ╣ëÓ©¡Ó©ÖÓ╣âÓ©èÓ╣ëÓ╣ÇÓ©ºÓ©ÑÓ©▓Ó©ùÓ©│Ó©çÓ©▓Ó©ÖÓ©ùÓ©ÁÓ╣êÓ©¬Ó©▒Ó╣ëÓ©Ö Ó╣üÓ©ÑÓ©░Ó©¬Ó©▓Ó©íÓ©▓Ó©úÓ©ûÓ╣âÓ©½Ó╣ëÓ╣ÇÓ©ëÓ©×Ó©▓Ó©░Ó©ÜÓ©úÓ©┤Ó╣ÇÓ©ºÓ©ôÓ©ùÓ©ÁÓ╣êÓ©òÓ╣ëÓ©¡Ó©çÓ©üÓ©▓Ó©úÓ©äÓ©ºÓ©▓Ó©íÓ©úÓ╣ëÓ©¡Ó©ÖÓ╣ÇÓ©ùÓ╣êÓ©▓Ó©ÖÓ©▒Ó╣ëÓ©Ö
Ó©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©úÓ©ÖÓ©ÁÓ╣ë Ó©¬Ó©▓Ó©íÓ©▓Ó©úÓ©ûÓ©¬Ó©úÓ╣ëÓ©▓Ó©çÓ©äÓ©ºÓ©▓Ó©íÓ╣üÓ©íÓ╣êÓ©ÖÓ©óÓ©│Ó╣äÓ©öÓ╣ëÓ©¬Ó©╣Ó©ç Ó╣üÓ©íÓ╣ëÓ╣üÓ©òÓ╣êÓ©êÓ©░Ó╣âÓ©½Ó╣ëÓ©£Ó©╣Ó╣ëÓ©øÓ©ÅÓ©┤Ó©ÜÓ©▒Ó©òÓ©┤Ó©çÓ©▓Ó©ÖÓ©ùÓ©ÁÓ╣êÓ╣äÓ©íÓ╣êÓ╣ÇÓ©èÓ©ÁÓ╣êÓ©óÓ©ºÓ©èÓ©▓Ó©ìÓ╣âÓ©ÖÓ©üÓ©▓Ó©úÓ©äÓ©ºÓ©ÜÓ©äÓ©©Ó©íÓ╣ÇÓ©äÓ©úÓ©ÀÓ╣êÓ©¡Ó©çÓ©íÓ©▓Ó©ùÓ©│Ó©çÓ©▓Ó©ÖÓ©üÓ╣çÓ©òÓ©▓Ó©í Ó╣üÓ©òÓ╣êÓ©üÓ©úÓ©░Ó©ÖÓ©▒Ó╣ëÓ©ÖÓ©üÓ╣çÓ©öÓ©Á Ó©üÓ©▓Ó©úÓ©òÓ©┤Ó©öÓ©òÓ©▒Ó╣ëÓ©çÓ©¬Ó©ûÓ©▓Ó©ÖÓ©ùÓ©ÁÓ╣êÓ©òÓ©┤Ó©öÓ©òÓ©▒Ó╣ëÓ©ç Ó©óÓ©▒Ó©çÓ©òÓ╣ëÓ©¡Ó©çÓ╣âÓ©èÓ╣ëÓ©£Ó©╣Ó╣ëÓ©íÓ©ÁÓ©øÓ©úÓ©░Ó©¬Ó©ÜÓ©üÓ©▓Ó©úÓ©ôÓ╣îÓ©íÓ©▓Ó©ü Ó╣üÓ©ÑÓ©░Ó©íÓ©ÁÓ©äÓ©ºÓ©▓Ó©íÓ©úÓ©╣Ó╣ëÓ©ùÓ©▓Ó©çÓ©öÓ╣ëÓ©▓Ó©ÖÓ╣ÇÓ©ùÓ©äÓ©ÖÓ©┤Ó©äÓ╣ÇÓ©øÓ╣çÓ©ÖÓ©¡Ó©óÓ╣êÓ©▓Ó©çÓ©öÓ©ÁÓ©íÓ©▓Ó╣ÇÓ©òÓ©úÓ©ÁÓ©óÓ©íÓ©üÓ©▓Ó©úÓ╣âÓ©½Ó╣ëÓ©üÓ╣êÓ©¡Ó©Ö
Ó©üÓ©▓Ó©úÓ╣ÇÓ©òÓ©úÓ©ÁÓ©óÓ©íÓ©èÓ©┤Ó╣ëÓ©ÖÓ©çÓ©▓Ó©Ö Ó╣ÇÓ©×Ó©ÀÓ╣êÓ©¡Ó©ÖÓ©│Ó©íÓ©▓Ó╣âÓ©èÓ╣ëÓ╣âÓ©ÖÓ©üÓ©▓Ó©úÓ©ùÓ©│Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©çÓ╣üÓ©ÜÓ©ÜÓ╣ÇÓ©½Ó©ÖÓ©ÁÓ╣êÓ©óÓ©ºÓ©ÖÓ©│ Ó©üÓ©▓Ó©úÓ©ùÓ©│Ó©äÓ©ºÓ©▓Ó©íÓ©¬Ó©░Ó©¡Ó©▓Ó©ö Ó╣üÓ©ÑÓ©░Ó©äÓ©ºÓ©▓Ó©íÓ╣ÇÓ©úÓ©ÁÓ©óÓ©ÜÓ©úÓ╣ëÓ©¡Ó©óÓ©éÓ©¡Ó©çÓ©èÓ©┤Ó╣ëÓ©ÖÓ©çÓ©▓Ó©Ö Ó©¬Ó©▓Ó©íÓ©▓Ó©úÓ©ûÓ©ùÓ©│Ó©ÖÓ╣ëÓ©¡Ó©óÓ©üÓ©ºÓ╣êÓ©▓Ó©ùÓ©©Ó©ü Ó╣å Ó©ºÓ©┤Ó©ÿÓ©ÁÓ©ùÓ©ÁÓ╣êÓ©üÓ©ÑÓ╣êÓ©▓Ó©ºÓ©íÓ©▓
15.5.8.2 Ó©éÓ╣ëÓ©¡Ó╣ÇÓ©¬Ó©ÁÓ©óÓ©éÓ©¡Ó©çÓ©üÓ©▓Ó©úÓ©ùÓ©│Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©çÓ╣üÓ©ÜÓ©ÜÓ╣ÇÓ©½Ó©ÖÓ©ÁÓ╣êÓ©óÓ©ºÓ©ÖÓ©│
Ó©éÓ╣ëÓ©¡Ó╣ÇÓ©¬Ó©ÁÓ©óÓ©½Ó©ÑÓ©▒Ó©ü Ó╣å Ó©éÓ©¡Ó©çÓ©üÓ©▓Ó©úÓ©ùÓ©│Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©çÓ╣üÓ©ÜÓ©ÜÓ╣ÇÓ©½Ó©ÖÓ©ÁÓ╣êÓ©óÓ©ºÓ©ÖÓ©│Ó©üÓ╣çÓ©äÓ©ÀÓ©¡Ó©òÓ╣ëÓ©ÖÓ©ùÓ©©Ó©ÖÓ©éÓ©¡Ó©çÓ╣ÇÓ©äÓ©úÓ©ÀÓ╣êÓ©¡Ó©çÓ©êÓ©▒Ó©üÓ©ú Ó╣üÓ©ÑÓ©░Ó©ºÓ©▒Ó©¬Ó©öÓ©©Ó©ùÓ©ÁÓ╣êÓ©òÓ╣ëÓ©¡Ó©çÓ©üÓ©▓Ó©úÓ╣âÓ©ÖÓ©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©ú Ó©íÓ©ÁÓ©úÓ©▓Ó©äÓ©▓Ó╣üÓ©×Ó©çÓ©íÓ©▓Ó©ü Ó╣ÇÓ©×Ó©úÓ©▓Ó©░Ó╣äÓ©íÓ╣êÓ©òÓ╣ëÓ©¡Ó©çÓ©íÓ©ÁÓ©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©¡Ó©Ö Ó©½Ó©úÓ©ÀÓ©¡Ó╣äÓ©ÖÓ╣éÓ©òÓ©úÓ╣ÇÓ©êÓ©ÖÓ©íÓ©▓Ó╣âÓ©èÓ╣ëÓ©üÓ©▒Ó©ÜÓ©èÓ©┤Ó╣ëÓ©ÖÓ©çÓ©▓Ó©Ö Ó©¬Ó╣êÓ©ºÓ©ÖÓ©èÓ©┤Ó╣ëÓ©ÖÓ©çÓ©▓Ó©ÖÓ©ùÓ©ÁÓ╣êÓ©ÖÓ©┤Ó©óÓ©íÓ╣âÓ©èÓ╣ëÓ©íÓ©▓Ó©üÓ©ùÓ©ÁÓ╣êÓ©¬Ó©©Ó©öÓ©äÓ©ÀÓ©¡ Ó╣ÇÓ©½Ó©ÑÓ╣çÓ©üÓ©üÓ©ÑÓ╣ëÓ©▓Ó©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©¡Ó©ÖÓ©øÓ©▓Ó©ÖÓ©üÓ©ÑÓ©▓Ó©ç Ó©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©¡Ó©Ö 0.35% - 0.60% Ó©ÖÓ©┤Ó©óÓ©íÓ╣âÓ©èÓ╣ëÓ©ºÓ©┤Ó©ÿÓ©ÁÓ©üÓ©▓Ó©úÓ©ÖÓ©ÁÓ╣ëÓ©üÓ©▒Ó©ÖÓ©íÓ©▓Ó©üÓ©ùÓ©ÁÓ╣êÓ©¬Ó©©Ó©ö
Ó╣âÓ©ÖÓ©äÓ╣êÓ©▓Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©ç Ó©ùÓ©ÁÓ╣êÓ╣äÓ©öÓ╣ëÓ©êÓ©▓Ó©üÓ©üÓ©▓Ó©úÓ©ùÓ©│Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©çÓ╣üÓ©ÜÓ©ÜÓ╣ÇÓ©½Ó©ÖÓ©ÁÓ╣êÓ©óÓ©ºÓ©ÖÓ©│ Ó©êÓ©░Ó©éÓ©ÂÓ╣ëÓ©ÖÓ©¡Ó©óÓ©╣Ó╣êÓ©üÓ©▒Ó©ÜÓ©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©¡Ó©ÖÓ©ùÓ©ÁÓ╣êÓ©£Ó©¬Ó©íÓ╣âÓ©ÖÓ╣ÇÓ©ÖÓ©ÀÓ╣ëÓ©¡Ó╣ÇÓ©½Ó©ÑÓ╣çÓ©üÓ©üÓ©ÑÓ╣ëÓ©▓ Ó╣ÇÓ©×Ó©úÓ©▓Ó©░Ó©ëÓ©░Ó©ÖÓ©▒Ó╣ëÓ©Ö Ó©äÓ╣êÓ©▓Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©çÓ©êÓ©░Ó©¬Ó©╣Ó©çÓ╣äÓ©íÓ╣êÓ©íÓ©▓Ó©üÓ©½Ó©▓Ó©üÓ╣âÓ©èÓ╣ëÓ©üÓ©▒Ó©ÜÓ©èÓ©┤Ó╣ëÓ©ÖÓ©çÓ©▓Ó©ÖÓ╣ÇÓ©½Ó©ÑÓ╣çÓ©üÓ©üÓ©ÑÓ╣ëÓ©▓Ó©ùÓ©ÁÓ╣êÓ©íÓ©ÁÓ©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©¡Ó©ÖÓ©òÓ╣êÓ©│ Ó╣üÓ©òÓ╣êÓ©êÓ©░Ó©öÓ©ÁÓ©üÓ©▒Ó©ÜÓ╣ÇÓ©½Ó©ÑÓ╣çÓ©üÓ©üÓ©ÑÓ╣ëÓ©▓Ó©ùÓ©ÁÓ╣êÓ©íÓ©ÁÓ©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©¡Ó©ÖÓ©¬Ó©╣Ó©ç Ó╣ÇÓ©½Ó©ÑÓ╣çÓ©üÓ©üÓ©ÑÓ╣ëÓ©▓Ó©ùÓ©ÁÓ╣êÓ©íÓ©ÁÓ©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©¡Ó©ÖÓ©£Ó©¬Ó©íÓ©¬Ó©╣Ó©çÓ©×Ó©┤Ó╣ÇÓ©¿Ó©®
15.6 Ó©üÓ©▓Ó©úÓ╣ÇÓ©ÑÓ©ÀÓ©¡Ó©üÓ╣âÓ©èÓ╣ëÓ©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©ç
Ó©úÓ©╣Ó©øÓ©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©ç
Ó╣âÓ©ÖÓ╣üÓ©òÓ╣êÓ©ÑÓ©░Ó©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©çÓ©ùÓ©ÁÓ╣êÓ©üÓ©ÑÓ╣êÓ©▓Ó©ºÓ©íÓ©▓Ó©ÖÓ©▒Ó╣ëÓ©ÖÓ©íÓ©ÁÓ©ùÓ©▒Ó╣ëÓ©çÓ©éÓ╣ëÓ©¡Ó©öÓ©Á Ó╣üÓ©ÑÓ©░Ó©éÓ╣ëÓ©¡Ó╣ÇÓ©¬Ó©ÁÓ©óÓ╣âÓ©ÖÓ╣üÓ©òÓ╣êÓ©ÑÓ©░Ó©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©úÓ╣üÓ©òÓ©üÓ©òÓ╣êÓ©▓Ó©çÓ©üÓ©▒Ó©ÖÓ╣äÓ©ø Ó©éÓ©ÂÓ╣ëÓ©ÖÓ©¡Ó©óÓ©╣Ó╣êÓ©üÓ©▒Ó©ÜÓ©äÓ©ºÓ©▓Ó©íÓ©×Ó©¡Ó╣âÓ©êÓ©ùÓ©ÁÓ╣êÓ©êÓ©░Ó╣ÇÓ©ÑÓ©ÀÓ©¡Ó©üÓ╣âÓ©èÓ╣ë Ó╣üÓ©ÑÓ©░Ó©êÓ©│Ó©ÖÓ©ºÓ©ÖÓ©ùÓ©ÁÓ╣êÓ©òÓ╣ëÓ©¡Ó©çÓ©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©ç Ó©úÓ©ºÓ©íÓ╣äÓ©øÓ©ûÓ©ÂÓ©çÓ©äÓ©ºÓ©▓Ó©íÓ╣ÇÓ©úÓ╣çÓ©º Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©íÓ╣êÓ©ÖÓ©óÓ©│ Ó╣üÓ©ÑÓ©░Ó©äÓ©ºÓ©▓Ó©íÓ©ÑÓ©ÂÓ©üÓ©éÓ©¡Ó©çÓ©£Ó©┤Ó©ºÓ©ùÓ©ÁÓ╣êÓ©èÓ©©Ó©Ü Ó©úÓ©╣Ó©øÓ©úÓ╣êÓ©▓Ó©ç Ó╣üÓ©ÑÓ©░Ó©éÓ©ÖÓ©▓Ó©öÓ©éÓ©¡Ó©çÓ©èÓ©┤Ó╣ëÓ©ÖÓ©çÓ©▓Ó©Ö Ó╣üÓ©ÑÓ©░Ó©¡Ó©©Ó©øÓ©üÓ©úÓ©ôÓ╣î Ó╣üÓ©ÑÓ©░Ó©¬Ó©┤Ó╣êÓ©çÓ©¡Ó©│Ó©ÖÓ©ºÓ©óÓ©äÓ©ºÓ©▓Ó©íÓ©¬Ó©░Ó©öÓ©ºÓ©üÓ©ùÓ©ÁÓ╣êÓ©íÓ©ÁÓ©¡Ó©óÓ©╣Ó╣êÓ©ùÓ©ÁÓ╣êÓ©êÓ©░Ó©ùÓ©│ Ó©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©ç
Ó©úÓ©╣Ó©øÓ©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©çÓ©ÜÓ©╣Ó╣èÓ©ï Ó╣üÓ©ÜÓ©ÜÓ╣ÇÓ©äÓ©¬Ó©«Ó©▓Ó©úÓ╣îÓ╣ÇÓ©öÓ©ÖÓ©ÖÓ©┤Ó╣êÓ©çÓ╣ÇÓ©×Ó©ÀÓ╣êÓ©¡Ó╣âÓ©½Ó╣ëÓ©ùÓ©ÖÓ©ùÓ©▓Ó©ÖÓ©òÓ╣êÓ©¡Ó©üÓ©▓Ó©úÓ©¬Ó©ÂÓ©üÓ©½Ó©úÓ©¡Ó©¬Ó©╣Ó©ç
Ó©òÓ©▓Ó©úÓ©▓Ó©çÓ©öÓ╣ëÓ©▓Ó©ÖÓ©ÑÓ╣êÓ©▓Ó©ç Ó╣ÇÓ©øÓ╣çÓ©ÖÓ©üÓ©▓Ó©úÓ©¬Ó©úÓ©©Ó©øÓ©éÓ╣ëÓ©¡Ó╣ÇÓ©øÓ©úÓ©ÁÓ©óÓ©ÜÓ╣ÇÓ©ùÓ©ÁÓ©óÓ©ÜÓ©éÓ©¡Ó©çÓ©éÓ╣ëÓ©¡Ó©öÓ©Á Ó╣üÓ©ÑÓ©░Ó©éÓ╣ëÓ©¡Ó╣ÇÓ©¬Ó©ÁÓ©óÓ©éÓ©¡Ó©çÓ╣üÓ©òÓ╣êÓ©ÑÓ©░Ó©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©ú Ó╣üÓ©òÓ╣êÓ╣éÓ©øÓ©úÓ©öÓ©êÓ©│Ó╣äÓ©ºÓ╣ëÓ©ºÓ╣êÓ©▓Ó©òÓ©▓Ó©úÓ©▓Ó©çÓ©ÖÓ©▒Ó╣êÓ©Ö Ó╣ÇÓ©øÓ╣çÓ©ÖÓ╣ÇÓ©×Ó©ÁÓ©óÓ©çÓ©äÓ╣êÓ©▓Ó╣ÇÓ©ëÓ©ÑÓ©ÁÓ╣êÓ©óÓ╣üÓ©òÓ╣êÓ©ÑÓ©░Ó╣üÓ©ÜÓ©Ü Ó©ùÓ©ÁÓ╣êÓ©íÓ©ÁÓ©üÓ©▓Ó©úÓ©øÓ©úÓ©▒Ó©ÜÓ©øÓ©úÓ©©Ó©çÓ╣ÇÓ©ÑÓ╣çÓ©ü Ó╣å Ó©ÖÓ╣ëÓ©¡Ó©ó Ó╣å Ó©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©çÓ©¬Ó©▓Ó©íÓ©▓Ó©úÓ©ûÓ©øÓ©úÓ©░Ó©óÓ©©Ó©üÓ©òÓ╣îÓ╣âÓ©èÓ╣ëÓ©çÓ©▓Ó©ÖÓ╣äÓ©öÓ╣ëÓ©òÓ©▓Ó©íÓ╣üÓ©òÓ╣êÓ©ÑÓ©░Ó©üÓ©▓Ó©úÓ╣âÓ©èÓ╣ëÓ©øÓ©úÓ©░Ó╣éÓ©óÓ©èÓ©ÖÓ╣î
|
Ó©òÓ©▓Ó©úÓ©▓Ó©çÓ╣ÇÓ©øÓ©úÓ©ÁÓ©óÓ©ÜÓ╣ÇÓ©ùÓ©ÁÓ©óÓ©ÜÓ©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©ç
|
|
Ó©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©ç
|
Ó©üÓ©▓Ó©úÓ╣ÇÓ©òÓ©┤Ó©íÓ©ÿÓ©▓Ó©òÓ©©Ó©ùÓ©ÁÓ╣êÓ©£Ó©┤Ó©º
|
Ó©ÑÓ©│Ó©öÓ©▒Ó©ÜÓ©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©ç
|
Ó©¡Ó©©Ó©ôÓ©½Ó©áÓ©╣Ó©íÓ©┤Ó©üÓ©▓Ó©úÓ╣âÓ©½Ó╣ëÓ©äÓ©ºÓ©▓Ó©íÓ©úÓ╣ëÓ©¡Ó©Ö
|
Ó©¡Ó©▒Ó©ÖÓ©òÓ©úÓ©▓Ó©óÓ©éÓ©¡Ó©çÓ©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©ú
|
Ó©òÓ╣ëÓ©ÖÓ©ùÓ©©Ó©ÖÓ╣ÇÓ©äÓ©úÓ©ÀÓ╣êÓ©¡Ó©çÓ©êÓ©▒Ó©üÓ©ú Ó╣üÓ©ÑÓ©░Ó©¡Ó©©Ó©øÓ©üÓ©úÓ©ôÓ╣î
|
Ó©òÓ╣ëÓ©ÖÓ©ùÓ©©Ó©ÖÓ©òÓ╣êÓ©¡Ó©½Ó©ÖÓ╣êÓ©ºÓ©ó (Ó©øÓ©úÓ©┤Ó©íÓ©▓Ó©ôÓ©¬Ó©╣Ó©ç)
|
Ó©òÓ╣ëÓ©ÖÓ©ùÓ©©Ó©ÖÓ©òÓ╣êÓ©¡Ó©½Ó©ÖÓ╣êÓ©ºÓ©ó(Ó©øÓ©úÓ©┤Ó©íÓ©▓Ó©ôÓ©òÓ╣êÓ©│)
|
Ó©äÓ©ºÓ©▓Ó©íÓ©êÓ©│Ó╣ÇÓ©øÓ╣çÓ©ÖÓ©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ╣üÓ©éÓ╣çÓ©ç Ó©½Ó©ÑÓ©▒Ó©çÓ©êÓ©▓Ó©üÓ©üÓ©▓Ó©úÓ©ùÓ©│Ó©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©ç
|
Ó╣üÓ©ÖÓ©ºÓ╣éÓ©ÖÓ╣ëÓ©íÓ©üÓ©▓Ó©úÓ©ÜÓ©┤Ó©öÓ©òÓ©▒Ó©º
|
Ó©äÓ©ºÓ©▓Ó©íÓ©¬Ó©▓Ó©íÓ©▓Ó©úÓ©ûÓ©üÓ©▓Ó©úÓ©üÓ©ÑÓ©ÂÓ©ç Ó©üÓ©▒Ó©ö Ó╣äÓ©¬ Ó©½Ó©ÑÓ©▒Ó©çÓ©êÓ©▓Ó©üÓ©éÓ©▒Ó╣ëÓ©ÖÓ©òÓ©¡Ó©ÖÓ╣üÓ©úÓ©ü
|
Ó©üÓ©▓Ó©úÓ©äÓ©ºÓ©ÜÓ©äÓ©©Ó©í Ó╣üÓ©ÑÓ©░Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©íÓ╣êÓ©ÖÓ©óÓ©│Ó©éÓ©¡Ó©ç Ó©üÓ©úÓ©░Ó©ÜÓ©ºÓ©Ö
|
Ó©äÓ©ºÓ©▓Ó©íÓ©ÑÓ©ÂÓ©üÓ©£Ó©┤Ó©ºÓ╣ÇÓ©äÓ©ÑÓ©ÀÓ©¡Ó©ÜÓ╣ÇÓ©ëÓ©ÑÓ©ÁÓ╣êÓ©óÓ╣ÇÓ©íÓ©ÀÓ╣êÓ©¡Ó╣ÇÓ©ºÓ©ÑÓ©▓Ó©£Ó╣êÓ©▓Ó©ÖÓ╣äÓ©ø
|
|
Ó©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©╣Ó╣äÓ©úÓ©ïÓ©┤Ó╣êÓ©çÓ©üÓ©ÑÓ©©Ó╣êÓ©í
|
Ó©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©¡Ó©Ö
|
4 (tie)
|
Ó©¬Ó©╣Ó©ç
Ó©¡Ó©¡Ó©¬Ó╣ÇÓ©òÓ©ÖÓ╣äÓ©ÖÓ©òÓ╣î 815° C - 982° C (1500°F - 1800°F)
|
Ó©¡Ó©▒Ó©ÖÓ©òÓ©úÓ©▓Ó©óÓ©íÓ©ÁÓ©ÖÓ╣ëÓ©¡Ó©ó
|
Ó©òÓ╣êÓ©│Ó©íÓ©▓Ó©ü
|
Ó©¬Ó©╣Ó©ç
|
Ó©òÓ╣êÓ©│Ó©íÓ©▓Ó©ü
|
Ó©êÓ©│Ó╣ÇÓ©øÓ╣çÓ©Ö
|
Ó╣ÇÓ©üÓ©┤Ó©öÓ©éÓ©ÂÓ╣ëÓ©ÖÓ©ÜÓ©▓Ó©çÓ©äÓ©úÓ©▒Ó╣ëÓ©ç
|
Ó╣äÓ©öÓ╣ë
|
Ó©òÓ╣êÓ©│
|
0.010 (Ó╣âÓ©ÖÓ©èÓ©▒Ó╣êÓ©ºÓ╣éÓ©íÓ©çÓ╣üÓ©úÓ©ü)
|
|
Ó©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©╣Ó╣äÓ©úÓ©ïÓ©┤Ó╣êÓ©çÓ©üÓ╣èÓ©▓Ó©ï
|
Ó©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©¡Ó©Ö
|
4
|
Ó©¬Ó©╣Ó©ç
Ó©¡Ó©¡Ó©¬Ó╣ÇÓ©òÓ©ÖÓ╣äÓ©ÖÓ©òÓ╣î 815° C - 982° C
|
Ó©üÓ╣èÓ©▓Ó©ïÓ©×Ó©┤Ó©®Ó©øÓ©▓Ó©ÖÓ©üÓ©ÑÓ©▓Ó©ç
|
Ó©¬Ó©╣Ó©ç
(Ó©êÓ©│Ó╣ÇÓ©øÓ╣çÓ©ÖÓ©òÓ╣ëÓ©¡Ó©çÓ╣âÓ©èÓ╣ëÓ╣ÇÓ©òÓ©▓)
|
Ó©òÓ╣êÓ©│
|
Ó©¬Ó©╣Ó©ç
|
Ó©êÓ©│Ó╣ÇÓ©øÓ╣çÓ©Ö
|
Ó╣ÇÓ©üÓ©┤Ó©öÓ©éÓ©ÂÓ╣ëÓ©ÖÓ©ÜÓ©▓Ó©çÓ©äÓ©úÓ©▒Ó╣ëÓ©ç
|
Ó╣äÓ©öÓ╣ë
|
Ó©öÓ©Á
|
0.013 (Ó╣âÓ©ÖÓ©èÓ©▒Ó╣êÓ©ºÓ╣éÓ©íÓ©çÓ╣üÓ©úÓ©ü)
|
|
Ó©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©╣Ó╣äÓ©úÓ©ïÓ©┤Ó╣êÓ©çÓ©éÓ©¡Ó©çÓ╣ÇÓ©½Ó©ÑÓ©º
|
Ó©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©¡Ó©Ö
|
4
|
Ó©¬Ó©╣Ó©ç
Ó©¡Ó©¡Ó©¬Ó╣ÇÓ©òÓ©ÖÓ╣äÓ©ÖÓ©òÓ╣î 815° C - 982° C
|
Ó©äÓ©ºÓ©▓Ó©íÓ╣ÇÓ©øÓ╣çÓ©ÖÓ©×Ó©┤Ó©®Ó©øÓ©▓Ó©ÖÓ©üÓ©ÑÓ©▓Ó©ç
|
Ó©øÓ©▓Ó©ÖÓ©üÓ©ÑÓ©▓Ó©ç
|
Ó©øÓ©▓Ó©ÖÓ©üÓ©ÑÓ©▓Ó©ç
|
Ó©øÓ©▓Ó©ÖÓ©üÓ©ÑÓ©▓Ó©ç
|
Ó©êÓ©│Ó╣ÇÓ©øÓ╣çÓ©Ö
|
Ó╣ÇÓ©üÓ©┤Ó©öÓ©ÜÓ©▓Ó©çÓ©äÓ©úÓ©▒Ó╣ëÓ©ç
|
Ó╣âÓ©ÖÓ©ÜÓ©▓Ó©çÓ©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©ú
|
Ó©öÓ©Á
|
0.018 (Ó╣âÓ©ÖÓ©èÓ©▒Ó╣êÓ©ºÓ╣éÓ©íÓ©çÓ╣üÓ©úÓ©ü)
|
|
Ó╣äÓ©ÖÓ╣äÓ©òÓ©úÓ©öÓ©┤Ó©ç
|
Ó╣äÓ©ÖÓ╣éÓ©òÓ©úÓ╣ÇÓ©êÓ©Ö
|
1 Ó╣üÓ©éÓ╣çÓ©çÓ©¬Ó©©Ó©ö
|
Ó©òÓ╣êÓ©│Ó©¬Ó©©Ó©ö
482° C - 537° C (900°F - 1000°F)
|
Ó©òÓ╣ëÓ©¡Ó©çÓ╣âÓ©èÓ╣ëÓ©¡Ó©©Ó©øÓ©üÓ©úÓ©ôÓ╣îÓ©øÓ╣ëÓ©¡Ó©çÓ©üÓ©▒Ó©ÖÓ©¡Ó©óÓ╣êÓ©▓Ó©çÓ╣ÇÓ©½Ó©íÓ©▓Ó©░Ó©¬Ó©í
|
Ó©¬Ó©╣Ó©ç
(Ó©êÓ©│Ó╣ÇÓ©øÓ╣çÓ©ÖÓ©òÓ╣ëÓ©¡Ó©çÓ╣âÓ©èÓ╣ëÓ╣ÇÓ©òÓ©▓)
|
Ó©øÓ©▓Ó©ÖÓ©üÓ©ÑÓ©▓Ó©ç
|
Ó©¬Ó©╣Ó©ç
|
Ó╣äÓ©íÓ╣êÓ©êÓ©│Ó╣ÇÓ©øÓ╣çÓ©Ö
|
Ó╣ÇÓ©ÑÓ╣çÓ©üÓ©ÖÓ╣ëÓ©¡Ó©óÓ©íÓ©▓Ó©ü
|
Ó©óÓ©▓Ó©ü
|
Ó©öÓ©ÁÓ©íÓ©▓Ó©ü
|
0.010 (Ó╣âÓ©Ö 10Ó©èÓ©▒Ó╣êÓ©ºÓ╣éÓ©íÓ©çÓ╣üÓ©úÓ©ü)
|
|
Ó©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©¡Ó©ÖÓ╣äÓ©ÖÓ╣äÓ©òÓ©úÓ©öÓ©┤Ó©ç
|
Ó©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©¡Ó©Ö Ó╣üÓ©ÑÓ©░Ó╣äÓ©ÖÓ╣éÓ©òÓ©úÓ╣ÇÓ©êÓ©Ö
|
2
|
Ó©òÓ╣êÓ©│
760° C - 926° C (1400°F - 1700°F)
|
Ó©üÓ╣èÓ©▓Ó©ïÓ©×Ó©┤Ó©®Ó©øÓ©▓Ó©ÖÓ©üÓ©ÑÓ©▓Ó©ç
|
Ó©¬Ó©╣Ó©ç
(Ó©êÓ©│Ó╣ÇÓ©øÓ╣çÓ©ÖÓ©òÓ╣ëÓ©¡Ó©çÓ╣âÓ©èÓ╣ëÓ╣ÇÓ©òÓ©▓)
|
Ó©òÓ╣êÓ©│
|
Ó©¬Ó©╣Ó©ç
|
Ó©êÓ©│Ó╣ÇÓ©øÓ╣çÓ©Ö
|
Ó©ÖÓ╣ëÓ©¡Ó©ó
|
Ó©óÓ©▓Ó©ü
|
Ó©öÓ©Á
|
0.008 (Ó╣âÓ©ÖÓ©èÓ©▒Ó╣êÓ©ºÓ╣éÓ©íÓ©çÓ╣üÓ©úÓ©ü)
|
|
Ó╣äÓ©ïÓ©óÓ©▓Ó╣äÓ©ÖÓ©òÓ╣îÓ©öÓ©┤Ó©ç
|
Ó©äÓ©▓Ó©úÓ╣îÓ©ÜÓ©¡Ó©Ö Ó╣üÓ©ÑÓ©░Ó╣äÓ©ÖÓ╣éÓ©òÓ©úÓ╣ÇÓ©êÓ©Ö
|
2
|
Ó©òÓ╣êÓ©│
760° C - 926° C
|
Ó╣ÇÓ©üÓ©┤Ó©öÓ©äÓ©ºÓ©▒Ó©ÖÓ©×Ó©┤Ó©®Ó©íÓ©▓Ó©ü
|
Ó©øÓ©▓Ó©ÖÓ©üÓ©ÑÓ©▓Ó©ç
|
Ó©øÓ©▓Ó©ÖÓ©üÓ©ÑÓ©▓Ó©ç
|
Ó©òÓ╣êÓ©│
|
Ó©êÓ©│Ó╣ÇÓ©øÓ╣çÓ©Ö
|
Ó©ÖÓ╣ëÓ©¡Ó©ó
|
Ó©óÓ©▓Ó©ü
|
Ó©öÓ©Á
|
0.010 (Ó╣âÓ©ÖÓ©èÓ©▒Ó╣êÓ©ºÓ╣éÓ©íÓ©çÓ╣üÓ©úÓ©ü)
|
|
Ó©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©çÓ©öÓ╣ëÓ©ºÓ©óÓ╣ÇÓ©øÓ©ÑÓ©ºÓ╣äÓ©ƒ
|
Ó╣âÓ©èÓ╣ëÓ╣ÇÓ©×Ó©ÁÓ©óÓ©çÓ©äÓ©ºÓ©▓Ó©íÓ©úÓ╣ëÓ©¡Ó©Ö
|
8 Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©çÓ©éÓ©ÂÓ╣ëÓ©ÖÓ©¡Ó©óÓ©╣Ó╣êÓ©üÓ©▒Ó©ÜÓ©ºÓ©▒Ó©¬Ó©öÓ©©
|
Ó©¬Ó©╣Ó©çÓ©íÓ©▓Ó©ü (Ó╣ÇÓ©½Ó©ÖÓ©ÀÓ©¡Ó╣üÓ©ÖÓ©ºÓ╣ÇÓ©¬Ó╣ëÓ©ÖÓ©üÓ©▓Ó©úÓ╣ÇÓ©øÓ©ÑÓ©ÁÓ╣êÓ©óÓ©ÖÓ©úÓ©╣Ó©øÓ©öÓ╣ëÓ©▓Ó©ÖÓ©¬Ó©╣Ó©ç)
|
Ó©úÓ©░Ó©íÓ©▒Ó©öÓ©úÓ©░Ó©ºÓ©▒Ó©çÓ╣ÇÓ©øÓ©ÑÓ©ºÓ╣äÓ©ƒ
|
Ó©òÓ╣êÓ©│
|
Ó©¬Ó©╣Ó©ç
(Ó©øÓ©úÓ©▓Ó©¿Ó©êÓ©▓Ó©üÓ©¡Ó©▒Ó©òÓ╣éÓ©ÖÓ©íÓ©▒Ó©òÓ©┤)
|
Ó©òÓ╣êÓ©│
|
Ó©êÓ©│Ó╣ÇÓ©øÓ╣çÓ©Ö
|
Ó╣äÓ©öÓ╣ë
|
Ó©óÓ©▓Ó©ü
|
Ó©òÓ╣êÓ©│
|
Ó©äÓ©ºÓ©▓Ó©íÓ©ÑÓ©ÂÓ©üÓ╣äÓ©öÓ╣ëÓ©ùÓ©▒Ó©ÖÓ©ùÓ©Á
(Ó╣âÓ©½Ó╣ëÓ©äÓ©ºÓ©▓Ó©íÓ©½Ó©ÖÓ©▓Ó©ûÓ©ÂÓ©ç 1/4²)
|
|
Ó©üÓ©▓Ó©úÓ©èÓ©©Ó©ÜÓ©£Ó©┤Ó©ºÓ╣üÓ©éÓ╣çÓ©çÓ©öÓ╣ëÓ©ºÓ©óÓ©üÓ©▓Ó©úÓ╣ÇÓ©½Ó©ÖÓ©ÁÓ╣êÓ©óÓ©ºÓ©ÖÓ©│Ó©üÓ©úÓ©░Ó╣üÓ©¬Ó╣äÓ©ƒÓ©ƒÓ╣ëÓ©▓
|
Ó╣âÓ©èÓ╣ëÓ╣ÇÓ©×Ó©ÁÓ©óÓ©çÓ©äÓ©ºÓ©▓Ó©íÓ©úÓ╣ëÓ©¡Ó©Ö
|
7 Ó©äÓ©ºÓ©▓Ó©íÓ╣üÓ©éÓ╣çÓ©çÓ©éÓ©ÂÓ╣ëÓ©ÖÓ©¡Ó©óÓ©╣Ó╣êÓ©üÓ©▒Ó©ÜÓ©ºÓ©▒Ó©¬Ó©öÓ©©
|
Ó©¬Ó©╣Ó©çÓ©íÓ©▓Ó©ü (Ó╣ÇÓ©½Ó©ÖÓ©ÀÓ©¡Ó╣üÓ©ÖÓ©ºÓ╣ÇÓ©¬Ó╣ëÓ©ÖÓ©üÓ©▓Ó©úÓ╣ÇÓ©øÓ©ÑÓ©ÁÓ╣êÓ©óÓ©ÖÓ©úÓ©╣Ó©øÓ©öÓ╣ëÓ©▓Ó©ÖÓ©¬Ó©╣Ó©ç)
|
Ó©úÓ©░Ó©íÓ©▒Ó©öÓ©úÓ©░Ó©ºÓ©▒Ó©çÓ©¡Ó©©Ó©øÓ©üÓ©úÓ©ôÓ╣î
|
Ó©¬Ó©╣Ó©ç
(Ó©êÓ©│Ó╣ÇÓ©øÓ╣çÓ©ÖÓ©òÓ╣ëÓ©¡Ó©çÓ╣âÓ©èÓ╣ëÓ©¡Ó©©Ó©øÓ©üÓ©úÓ©ôÓ╣îÓ╣äÓ©ƒÓ©ƒÓ╣ëÓ©▓)
|
Ó©òÓ╣êÓ©│Ó©¬Ó©©Ó©ö
|
Ó╣ÇÓ©øÓ©ÑÓ©ÁÓ╣êÓ©óÓ©ÖÓ╣üÓ©øÓ©ÑÓ©çÓ╣äÓ©öÓ╣ë
|
Ó©êÓ©│Ó╣ÇÓ©øÓ╣çÓ©Ö
|
Ó©ÖÓ╣ëÓ©¡Ó©ó
|
Ó©óÓ©▓Ó©ü
|
Ó©üÓ©úÓ©░Ó©ÜÓ©ºÓ©ÖÓ©üÓ©▓Ó©úÓ©íÓ©ÁÓ©äÓ©ºÓ©▓Ó©íÓ╣üÓ©íÓ╣êÓ©ÖÓ©óÓ©│Ó©¬Ó©╣Ó©ç
|
Ó©äÓ©ºÓ©▓Ó©íÓ©ÑÓ©ÂÓ©üÓ╣äÓ©öÓ╣ëÓ©ùÓ©▒Ó©ÖÓ©ùÓ©Á
(Ó╣âÓ©½Ó╣ëÓ©äÓ©ºÓ©▓Ó©íÓ©½Ó©ÖÓ©▓Ó╣äÓ©öÓ╣ëÓ©ÜÓ©▓Ó©çÓ©íÓ©▓Ó©ü
|
Ó©êÓ©ÜÓ©ÜÓ©ùÓ©ùÓ©ÁÓ╣ê 15 Ó©êÓ©ÜÓ╣ÇÓ©úÓ©ÀÓ╣êÓ©¡Ó©çÓ©éÓ©¡Ó©çÓ╣ÇÓ©½Ó©ÑÓ╣çÓ©ü Ó©×Ó©ÜÓ©üÓ©▒Ó©ÖÓ©äÓ©úÓ©▓Ó©ºÓ©½Ó©ÖÓ╣ëÓ©▓Ó©êÓ©░Ó©üÓ©ÑÓ╣êÓ©▓Ó©ºÓ©ûÓ©ÂÓ©ç Ó©áÓ©▓Ó©ä 4 Ó╣éÓ©ÑÓ©½Ó©░Ó©ºÓ©┤Ó©ùÓ©óÓ©▓Ó©ùÓ©ÁÓ╣êÓ╣äÓ©íÓ╣êÓ╣âÓ©èÓ╣êÓ╣ÇÓ©½Ó©ÑÓ╣çÓ©ü Ó╣éÓ©øÓ©úÓ©öÓ©òÓ©┤Ó©öÓ©òÓ©▓Ó©íÓ©òÓ©¡Ó©ÖÓ©òÓ╣êÓ©¡Ó╣äÓ©ø
Ó©éÓ╣ëÓ©¡Ó©äÓ©┤Ó©öÓ©öÓ©Á Ó╣å Ó©ùÓ©ÁÓ╣êÓ©ÖÓ©│Ó©íÓ©▓Ó©ØÓ©▓Ó©ü
“Ó©üÓ©▓Ó©úÓ╣ÇÓ©úÓ©┤Ó╣êÓ©íÓ©òÓ╣ëÓ©Ö Ó╣ÇÓ©øÓ╣çÓ©ÖÓ╣ÇÓ©úÓ©ÀÓ╣êÓ©¡Ó©çÓ©óÓ©▓Ó©ü
Ó╣üÓ©òÓ╣ê Ó©üÓ╣ëÓ©▓Ó©ºÓ©òÓ╣êÓ©¡Ó╣äÓ©øÓ©ÖÓ©▒Ó╣ëÓ©ÖÓ©óÓ©▓Ó©üÓ©óÓ©┤Ó╣êÓ©çÓ©üÓ©ºÓ╣êÓ©▓”
Ó©ûÓ©üÓ©ÑÓ╣ÇÓ©üÓ©ÁÓ©óÓ©úÓ©òÓ©┤ Ó©ºÓ©ÁÓ©úÓ©ºÓ©úÓ©úÓ©ô
{kind=link}
{kind=link}
{kind=link}
{kind=link}